Why Industrial Epoxy Floors Fail
The 5 reasons epoxy floors fail — moisture vapor, poor prep, wrong chemistry, thermal shock, chemical attack. Fixable with proper diagnostics.

The short answer
Our team at Epoxy Ninja Johor Bahru knows that seeing cracks or blisters on your facility floor is stressful. Fortunately, identifying epoxy floor failure causes is straightforward, and the damage is completely fixable. The root cause usually traces back to moisture vapour, improper surface preparation, or selecting the wrong chemical coating.
We always recommend starting with a thorough diagnostic scan before tearing anything up. Spotting the exact failure mechanism early saves facilities thousands of ringgit in unnecessary downtime.
If you are dealing with a compromised surface right now, you can review the specific solutions provided through our floor repair service.
What this guide covers
Our site visits across Johor consistently reveal the same four primary failure modes destroying industrial floors. Recognising these specific issues is the first step to a permanent fix.
We will break down the precise reasons why industrial epoxy floor fails, focusing on specific data and actionable prevention strategies. You will see exactly how moisture pressure, substrate contamination, chemical mismatches, and temperature swings compromise your investment.
Here are the core areas of failure:
- Moisture vapour emission rates exceeding standard limits.
- Poor substrate preparation leading to weak bond strength.
- Applying rigid epoxy in environments requiring flexible polyurethane.
- Thermal shock cracking from hot water washdowns.
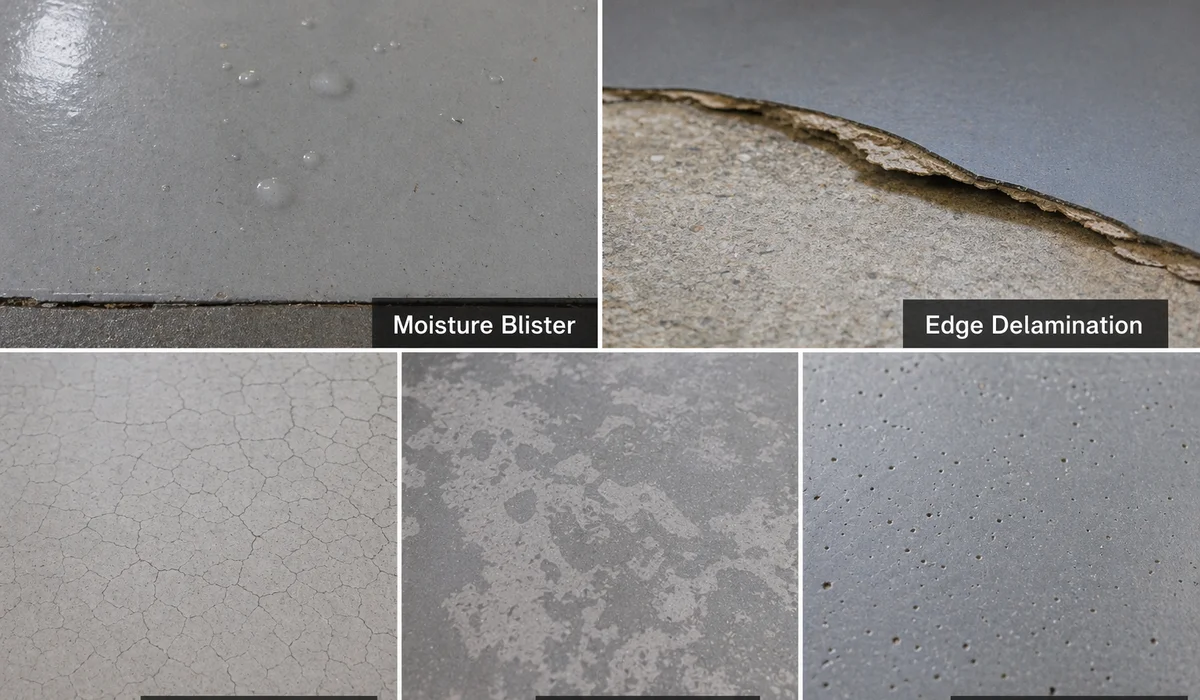
Moisture vapor pressure (MVER), the #1 cause
Our technicians find that unchecked moisture vapour emission rates (MVER) account for the vast majority of epoxy peeling and blistering. This hydrostatic pressure builds up beneath the coating, eventually forcing the epoxy to detach from the concrete substrate in unsightly bubbles.
Malaysia experiences high humidity, meaning a standard concrete slab can easily exceed the safe moisture release limit of 15g/m² per 24 hours. You must address this baseline reality before pouring any resin.
How to diagnose and prevent moisture failures
We rely on quantitative data to prevent these moisture blowouts. Using a Tramex CMEX5 meter allows us to measure the relative humidity deep within the concrete slab before any coating is applied.
Standard industry practice dictates that reading should fall below 75% relative humidity for a standard epoxy application. Ignoring this metric is a guaranteed path to floor failure.
You can prevent moisture-driven delamination by taking these specific actions:
- Conduct an ASTM F2170 relative humidity test before installation.
- Apply a dedicated moisture vapour barrier primer on damp slabs.
- Inspect existing floors for pinholing, which indicates moisture escaping.
- Ensure proper drainage and sub-slab moisture barriers are intact.
Poor substrate prep (missed bond strength, contamination)
Our floor repair specialists frequently encounter edge delamination caused entirely by skipped surface preparation steps. Epoxy coatings require a clean, porous concrete surface to achieve a mechanical bond. Skipping this step guarantees the resin will peel under heavy forklift traffic.
Contractors sometimes rush the grinding process or fail to remove deeply embedded machine oils. This oversight traps contaminants directly beneath the new coating, destroying the adhesive bond line.
Achieving the correct concrete surface profile
We mandate achieving a Concrete Surface Profile (CSP) of 3 or 4 for heavy-duty industrial applications in warehouses and logistics centres. This rough texture provides the necessary “teeth” for the epoxy primer to grip onto securely.
Grinding, shot blasting, or acid etching are the only acceptable methods to reach this required profile. Sweeping the floor is simply not enough preparation.
Here is a breakdown of common preparation failures and their consequences:
| Preparation Mistake | Resulting Failure Mode | Corrective Action |
|---|---|---|
| Leaving machine oil on slab | Complete lack of adhesion | Heavy degreasing before grinding |
| Using a smooth CSP 1 profile | Coating peels under pallet jacks | Diamond grinding to CSP 3 minimum |
| Failing to repair concrete cracks | Epoxy crazing along fault lines | Filling cracks with epoxy mortar |
Wrong chemistry for the environment (epoxy where PU belonged)
Our team often replaces shattered epoxy floors in food and beverage processing plants because the original contractor used the wrong chemical system. Rigid epoxy resins are highly vulnerable to the organic acids, fats, and harsh sanitising chemicals commonly found in commercial kitchens and abattoirs.
Lactic acid from dairy or citric acid from juices will slowly eat away at a standard epoxy matrix. This chemical attack causes the floor to soften and eventually degrade. Polyurethane (PU) mortar systems are the required alternative for these aggressive environments.
The polyurethane advantage for food processing
We exclusively recommend cementitious polyurethane flooring for facilities requiring HACCP compliance and heavy chemical resistance. PU flooring maintains its structural integrity when exposed to aggressive organic acids, offering a typical service life of 15 to 25 years in food plants.
Standard epoxy flooring usually fails within 5 to 10 years under those same harsh conditions. Choosing the right chemistry upfront prevents massive disruption down the line.
Compare the key differences between these two common systems:
| Feature | Epoxy Resin | Polyurethane (PU) Mortar |
|---|---|---|
| Organic Acid Resistance | Poor (Softens over time) | Excellent |
| Elasticity and Impact | Rigid and brittle | Flexible and absorbs impacts |
| Ideal Application | Dry warehouses, electronics | F&B plants, chemical facilities |
Thermal shock cycling that cracks bond lines
Our industrial clients frequently ask why their warehouse flooring is cracking near industrial ovens or cold storage freezers. The culprit is thermal shock. This occurs when a sudden, drastic change in temperature causes the floor coating to expand or contract at a different rate than the concrete underneath.
Hot water washdowns reaching 90 to 95 degrees Celsius will instantly shatter a standard epoxy coating. The rigid epoxy simply cannot handle the rapid dimensional change.
Matching thermal expansion rates
We solve thermal shock failures by installing polyurethane systems that possess a coefficient of thermal expansion similar to the underlying concrete slab. This critical feature allows the PU coating and the concrete to move together as a single unit during extreme temperature swings.
Steam cleaning at temperatures up to 120 degrees Celsius will not damage a properly installed high-build polyurethane floor. This thermal stability is non-negotiable for modern food manufacturing safety.
To prevent thermal cracking in your facility, consider these operational factors:
- Identify all areas subjected to hot water washdowns.
- Map the transition zones between freezers and ambient temperature rooms.
- Specify cementitious polyurethane near commercial ovens.
- Monitor cleaning water temperatures to ensure they match floor ratings.
What to do next
Our technical advisors are ready to help you resolve these flooring decisions across Johor. If you are weighing a floor replacement for your factory or warehouse, the fastest next step is scheduling a free site visit.
We will bring a Tramex CMEX5 moisture meter, walk the substrate with your facility manager, document the chemical and thermal exposure, and hand you a written BQ with honest cost paths. There is no obligation, and we provide same-day responses across JB, Pasir Gudang, Skudai, Senai, and Iskandar Puteri.
Fixing industrial floor failure modes starts with accurate data. Reach out today, and let us get your facility back to peak operational safety.
Fast answers.
My floor peeled after 6 months — is the installer at fault?
Usually yes — 6-month peeling is almost always a moisture test that was skipped or a primer that didn't match the substrate. A proper install survives much longer.
Can high humidity alone cause epoxy to fail?
Not by itself — but when slab moisture is also high, ambient humidity slows cure and amplifies vapor pressure, which cracks the bond. Both must be controlled.
What's the earliest warning sign of failure?
Pinholes, dark spots, or edge-lift at control joints. Ignore them and you'll see full blistering within weeks.
More in this cluster.
Epoxy vs Polyurethane Flooring: How to Choose the Right System
Epoxy vs PU flooring compared — bond, thermal shock, chemical resistance, cost. Which wins for your factory? Honest answer inside.
How to Choose an Industrial Flooring Contractor in Malaysia
Vet your flooring contractor with 10 questions covering moisture testing, chemistry expertise, BQ transparency, and warranty. Red flags flagged.
Industrial Epoxy Flooring Cost Guide for Malaysia (RM per Square Foot)
Real RM per sqft for industrial epoxy and PU flooring in Malaysia. Ranges by system, factors that drive cost, and how to read a quote.
Professional Site Preparation for Resinous Industrial Flooring
How professional contractors prep a concrete slab for epoxy or PU — grinding, shot blasting, moisture scan, crack repair. What to expect.
Ready for a real assessment? Free Tramex scan.
Guides are the general case. A site visit gives you the specific answer for your slab, your chemicals, and your operational conditions.