Signs Your Industrial Floor Needs Repair
Blisters, edge lift, pinholes, powdering — catch floor failure early before it costs you a shutdown and full replacement.

The short answer
You know how a tiny crack in a warehouse floor suddenly turns into a massive crater? This disruption usually happens right in the middle of your busiest production week.
We see this exact scenario play out across Johor Bahru factories constantly. Spotting early epoxy failure signs is the only way to avoid a full facility shutdown.
Our team wants to help you grade the severity of your concrete damage and act before a partial failure becomes a full remediation.
For the complete system specs, check out our floor repair service.
What this guide covers
The main thing to understand first is the root cause of these issues. Most premature failures stem from high Moisture Vapor Transmission rates escaping the concrete slab.
We will break down the clearest signs industrial epoxy floor needs repair in a commercial setting. You will learn exactly what these defects look like and the science behind why they happen.
Let’s look at the data, what it is actually telling us, and then explore a few practical ways to respond so you know exactly when to repair epoxy.
Blisters and bubbles (moisture vapor coming up)
Blisters and bubbles indicate that moisture vapor is actively pushing up from the concrete slab beneath your epoxy coating. This upward pressure lifts the resin, creating weak spots that eventually rupture under heavy foot traffic.
We diagnose this problem using a proper Tramex CMEX5 moisture meter scan and a thorough substrate walk-through. Once the cause is clear, the remediation path becomes obvious.
The solution could require a simple spot repair, targeted zonal remediation, or a full replacement. Moisture issues drive 60 to 80 percent of your floor’s actual service life.
Our site visits always include an in-depth assessment of these moisture levels. Ignoring these early warning signs will lead to extensive peeling and costly operational downtime.
Common Causes of Moisture Failure
Several environmental factors can trigger this upward pressure:
- High Relative Humidity (RH): Slabs testing above 75 percent RH under the ASTM F2170 standard often experience failure if an adequate vapour barrier is missing.
- Poor Drainage: Water pooling around the facility exterior can migrate horizontally under the concrete foundation.
- Thermal Shock: Sudden temperature changes in unconditioned Malaysian warehouses cause trapped moisture to expand rapidly.
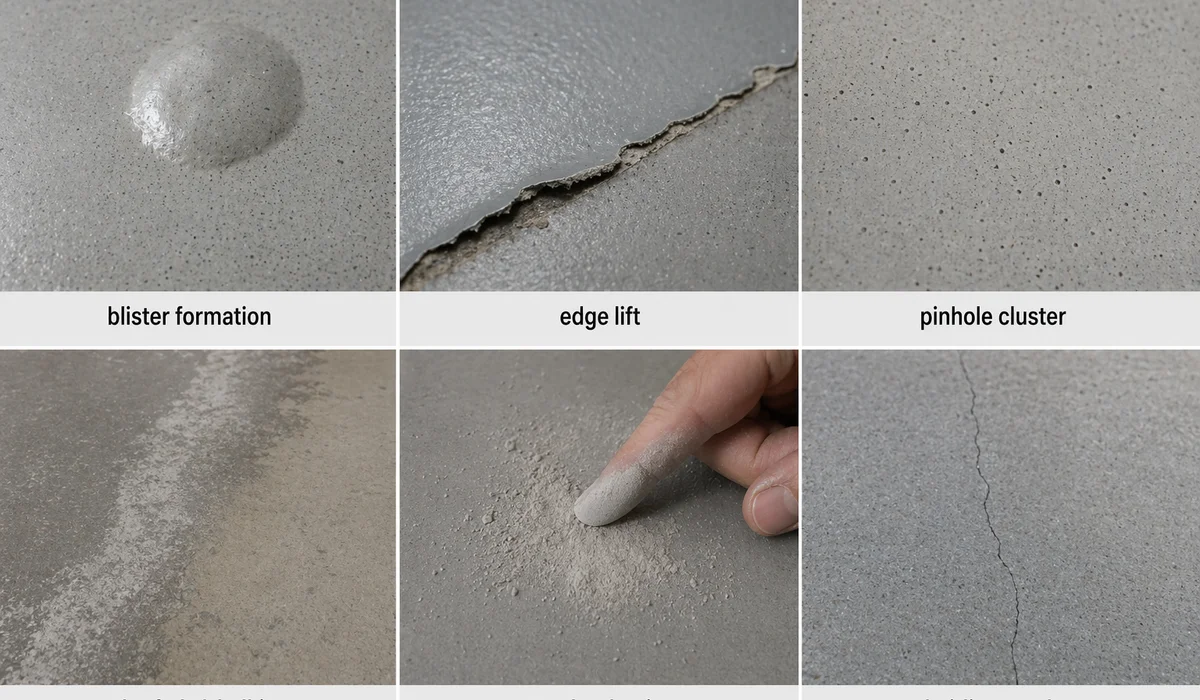
Edge lift and delamination at control joints
A factory floor failing under heavy machinery usually starts at the control joints. Edge lift happens when heavy equipment constantly impacts an uneven transition between concrete slabs.
A 3-ton forklift carrying a full load places massive stress on these vulnerable seams. We see this type of damage frequently in high-traffic logistics centres across Pasir Gudang.
The primary culprit is poor load transfer. When one slab deflects lower than the adjacent slab, the exposed concrete edge takes the full force of the hard polyurethane forklift wheels.
Our repair process focuses on restoring that critical load transfer to prevent recurring damage. Instead of patching with brittle materials, fixing this requires a specific approach.
Joint Repair Best Practices
Here is how professionals handle failing control joints:
- Remove Old Material: Completely cut out the degraded epoxy or mortar from the joint.
- Rebuild the Edge: Reconstruct the broken concrete arris edges using a high-strength polymer mortar.
- Apply Flexible Filler: Install a semi-rigid polyurea joint filler that absorbs shock while supporting the wheel load.
Proper joint maintenance significantly extends the life of both your flooring and your warehouse equipment.
Pinholes and crater defects
Pinholes and crater defects are visual proof of concrete outgassing during the initial curing phase. Concrete acts like a hard sponge containing roughly 3 to 7.5 percent entrained air by volume.
We often spot these tiny craters in areas exposed to direct sunlight or near large roller doors. When ambient temperatures rise inside an unconditioned facility, the trapped air inside the slab expands.
This expanding air forces its way up through the newly applied, wet coating. Our technicians prevent this by applying primers late in the afternoon when slab temperatures are dropping.
How to Differentiate the Defects
Understanding the exact type of flaw helps determine the correct repair method.
| Defect Type | Appearance | Root Cause |
|---|---|---|
| Pinhole | Tiny, microscopic holes piercing the surface | Minor air bubbles popping late in the curing process. |
| Crater | Wider, shallow depressions resembling a volcano | Large pockets of expanding air rupturing the thick resin. |
Addressing these issues requires sanding down the affected layer and applying a fresh, properly timed topcoat.
Color change and chalky powdering (UV or chemical degradation)
Colour yellowing and chalky powdering indicate that the chemical structure of your coating is breaking down. Standard bisphenol A epoxy resins possess very low resistance to ultraviolet light.
We routinely upgrade these failing floors in facilities with abundant natural lighting or skylights. In the food and beverage industry, Clean-in-Place systems are another major cause of degradation.
These automated cleaning cycles flush equipment with harsh chemicals like nitric acid and sodium hydroxide at temperatures up to 80 degrees Celsius. Our industrial clients often discover that standard epoxies simply melt under these extreme conditions.
Solutions for Chemical and UV Exposure
You must select a coating engineered for your specific environment.
- UV-Stable Topcoats: Apply an aliphatic polyurethane topcoat over the epoxy to block ultraviolet damage.
- Polyurethane Cement: Replace standard epoxy with heavy-duty polyurethane cement in commercial kitchens and processing plants.
- Chemical Containment Linings: Install specialised novolac epoxies in secondary containment areas handling concentrated acids.
Upgrading to the right system now prevents constant patching and repeated health inspection failures.
For a closer look at related considerations, read our Fixing Blistering, Delamination, and Pinholes guide.
What to do next
If you are seeing any signs industrial epoxy floor needs repair, the fastest next step is a free site visit. Delaying repairs usually forces a complete halt to your production line.
We bring a Tramex CMEX5 moisture meter, walk the substrate, document the chemical and thermal exposure, and hand you a written Bill of Quantities with honest cost paths. This comprehensive assessment comes with absolutely zero obligation.
Our team guarantees a same-day response across JB, Pasir Gudang, Skudai, Senai, and Iskandar Puteri. Book your evaluation today to protect your infrastructure.
Our Floor Repair & Moisture Mitigation service page covers the system spec in detail.
Fast answers.
One blister appeared — should I worry?
Yes — single blisters usually mean moisture is building up and more blisters are days to weeks behind. Investigate the moisture source now.
My floor has a dusty powder on it — what's that?
Chalking — usually chemical or UV attack on the topcoat. Recoat window before the buildcoat starts to degrade.
Can I just patch a small failure myself?
Not if the root cause is moisture or wrong chemistry — the patch will fail the same way. Diagnose first.
More in this cluster.
Concrete Moisture Testing Explained: MVER, RH, and Tramex Mapping
MVER, RH, calcium chloride, and Tramex mapping — what each method measures, what the thresholds mean, and why it matters.
Epoxy Floor Repair vs Full Replacement: How to Decide
When to repair, when to fully replace. Decision matrix by failure area %, substrate integrity, system age, and downtime budget.
Fixing Blistering, Delamination, and Pinholes in Industrial Floors
Root causes and fixes for blisters, delamination, and pinholes. When spot repair works, when full removal is the only answer.
Industrial Floor Repair Cost Guide for Malaysia
Spot repair and full remediation RM/sqft ranges for industrial floors in Malaysia. Diagnostic fee structure and scope variance.
Ready for a real assessment? Free Tramex scan.
Guides are the general case. A site visit gives you the specific answer for your slab, your chemicals, and your operational conditions.